Designing injection moulded products

Injection moulded products are everywhere. Moulding products in this way is a very common manufacturing process, usually for high volumes. We have extensive experience of designing products for injection moulding including multi-shot products that have different textures or colours.
What is injection moulding?
Injection moulding involves pushing molten plastic through a mould, at high pressure. The pressure forces the plastic to fill the mould cavity. Once the cavity is full, the cavity is opened and the moulded part is released.
Injection moulding requires an injection moulding machine and a tool (that contains the cavity). The tool is specific to the part being moulded while the injection moulding machine can be used with a variety of tools. Tools can often be made by specialist toolmakers or by the manufacturer who will be moulding the item. Tools are often very heavy components as they are made of solid aluminium and or steel. Most injection moulding manufacturers have special lifting gear to enable tools to be changed or replaced quickly and easily. Tools require regular maintenance to keep them clean and working correctly. An unmaintained tool will eventually produce poor quality moulds. A good quality injection moulded part depends on the quality of the tool, the maintenance and operation of the injection mould machine and the tool, the skill of the operator and the materials used for moulding.
Injection mould tools are designed with a great deal of thought to ensure an adequate flow of plastic through the cavity. In order to speed up the process and increase output, tools are often heated and cooled using water and a lot of automation is implemented in the process, particularly when volumes are very high.
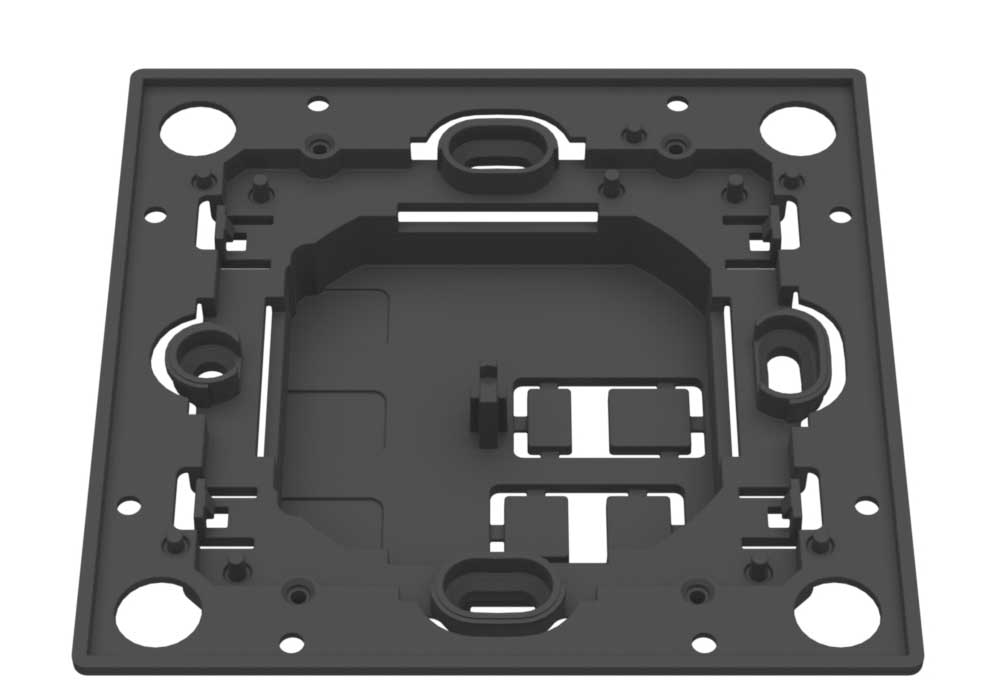
An injection moulded light switch circuit cover designed by us
Design injection moulded parts
Parts that are injection moulded need to be designed very carefully, not only to ensure the parts can be produced well and consistently but also to minimise the cycle time and cost of materials. There are design limitations and considerations that are critical. These are usually related to the physical characteristics of the item, like wall thicknesses and volume. As a tool needs to be split open to release the part, sometimes in multiple areas, the design must address how and where these splits are likely to occur. So that a part can be released from the tool, it needs to have draft angles on certain faces otherwise it will stick to the tool. Draft angles vary depending on the depth of draw, the material and the texture applied. Textures are very common on injection moulded parts, and they are usually produced on the tool cavity using a spark erosion process that etches away the surface of the tool. Textures that are very pronounced can create problems ejecting the mould if the draft angle isn't large enough because the material can stick.
A toolmaker will take the information they receive from us to manufacture the tool. To minimise any delays and ensure the part can be moulded, we use our expertise to produce parts that are correct for the process. We'll also try and minimise components and how parts fit together using techniques that enable moulds to have clips and undercut features where they can be included. One of the projects we worked on was to design a low cost mop head assembly. Through systematic thinking, the design evolved into a single part all moulded in one shot.
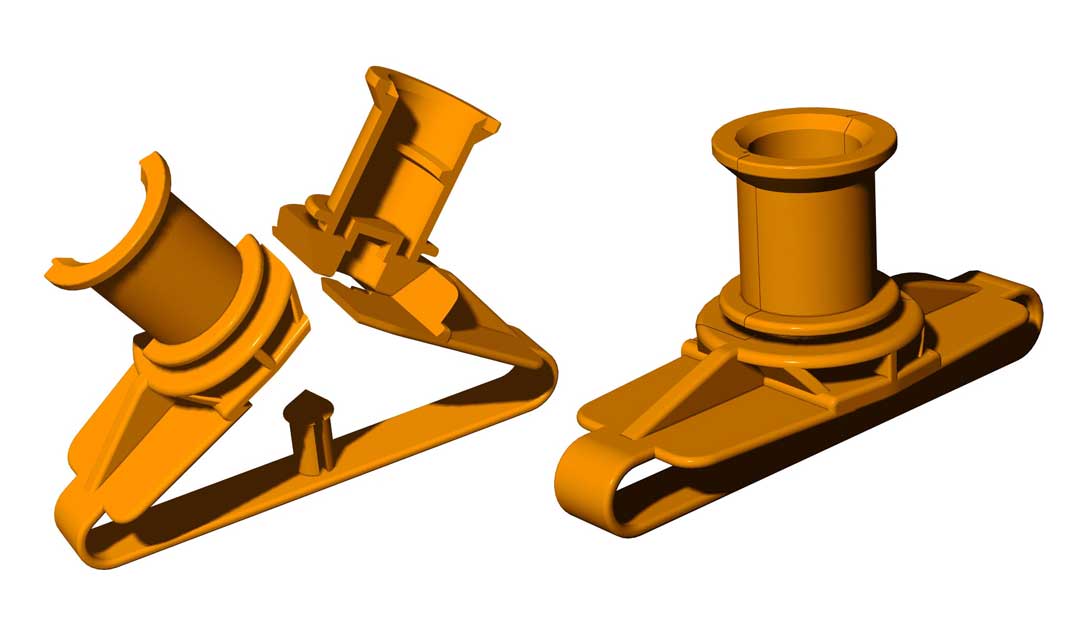
An injection moulded mop head we designed made with a simple split cavity tool
How many parts can the injection moulding process make?
Injection moulding is a process usually used for the production of tens or even hundreds of thousands of parts, sometimes more. Tools have a limited life, but they can be reconditioned in most cases and can often produce millions of parts before they are scrapped. In some instances, particularly with medical products, the injection moulding process is used to produce lower volumes, where surface definition and accuracy is critical. It can often be a far more economical way to produce critical parts that would otherwise need to be machined.
The moulded part size limit
Theoretically, there is no limit to how big a part can be. A tool needs to be clamped shut with immense forces because of the injection pressure, and this restricts the size of the moulded part. The larger the surface area of material pushing against a tool cavity, the greater the pressure that's needed to ensure the cavity remains closed. Tools that produce large items like buckets and containers are often very large and heavy, requiring moulding machines with the greatest clamping forces and injection pressure. Really large items can be made using other processes like reinforced fibre moulding, compression moulding and rotational moulding.
We can help you with your injection moulding design using a range of tools, skills and expertise to ensure your product is as economical as it can be. Get in touch with us today.